
Как делали пушки. Медное литье, медленная формовка и колокола

Когда и где появилось первое артиллерийское орудие, сказать сейчас точно невозможно. Наиболее ранние изображения пушек находят в английских рукописях.
К моменту появления огнестрельного оружия техника литья не только мелких, но и «крупногабаритных» изделийбыла уже хорошоразвита.Прежде всего литейшики использовали навыки и опыт изготовления крупных колоколов.
Технология медного литья, хорошо освоенная мастерами Средневековья на изготовлении всевозможных бытовых изделий, «развязала руки» тогдашним оружейных дел мастерам — пушки стали делать по той же технологии, что и колокола, хотя состав литейной бронзы для пушек и пришлось поменять. Эта технология получила название «медленной формовки» и использовалась довольно долго. В ее основу был положен древний способ изготовления колоколов по шаблону с горизонтальной осью вращения.

В первую очередь создавалась глиняная модель корпуса пушки. Для этого на деревянный круглый или граненый сердечник слегка конической формы накладывали соломенный жгут, который повторял приблизительно наружные очертания ствола. Далее формовщик руками наносил слои глины, предварительно просушивая предыдущий слой на воздухе. Первые слои состояли из жирной влажной глины, смешанной с молотым кирпичом, последние — из тонко размолотой жирной глины, смешанной с волосом (шерстью) и конским навозом. Излишек глины срезали шаблоном, повторяющим конфигурацию наружной поверхности ствола. На полученную глиняную модель прикрепляли деревянные цапфы, а также модели ручек и украшений. Последние отливали из смеси воска, сала и толченого древесного угля в специальных гипсовых формах.
Изготовив модель, начинали работу над кожухом формы. Для этого модель смазывали разделительным составом, состоявшим из сала с растительным маслом. Затем наносили несколько слоев влажной смеси, аналогичной той, которую использовали в последних слоях модели. Каждый слой обязательно просушивали на воздухе. А далее на них наносили слои из густой глины до тех пор, пока не получали кожух толщиной от 175 до 300 мм (в зависимости от величины пушки). Затем извлекали модели цапф, а образовавшиеся отверстия заделывали глиной. Сверху на кожух для прочности накладывали железные обручи, продольные полосы и снова железные обручи. Места пересечения поперечных и продольных бандажей скреплялись проволокой. После этого форму просушивали на козлах, разжигая под ней огонь. Высушенную форму снимали с козел, выбивали из модели сердечник, который тянул за собой соломенный жгут, вследствие чего его можно было легко извлечь из модели, разматывая жгут.

Оставшаяся глиняная рубашка самой модели от прогрева становилась хрупкой, и ее легко можнобыло удалить. Чтобы облегчить удаление рубашки, особенно из формы пушек малых калибров, на ней при изготовлении модели вырезали по винтовой линии паз глубиной до соломенного жгута, а затем его заливали канифолью или смолой. Таким образом, после удаления (разрушения) глиняной модели внутри большой оставалась пустота, полностью передававшая очертания ствола пушки с отпечатками на внутренней поверхности всех его украшений, надписей и разных деталей.
Стержень для канала ствола пушки делали так же, как и ее модель, с той разницей, что сердечником для него служил железный прут; вместо соломенного жгута брали пеньковую веревку, а шаблон, по которому вытачивали стержень, имел конфигурацию внутреннего канала пушки.
Затем литейную форму собирали: помещали внутрь стержень и закрепляли его специальными приспособлениями — жеребейками, а также присоединяли к форме ствола форму его казенной части, которую обычно делали отдельно.
Теперь собранную форму можно было поместить в заливочную яму, что и делали казенной частью вниз, а дульным срезом ствола наружу. Пространство вокруг формы набивали сухой землей, в которой делали литниковую чашу, из которой металл поступал в литейную форму. Заливку форм, как и для всех других крупных отливок, выполняли непосредственно из печи по каналам в полу литейной. Так отливали бронзовые пушки и в западно-европейских феодальных государствах, и на Востоке, а также в Московской Руси. Например, в годы царствования Ивана III в Москве было налажено производство литых артиллерийских орудий, где работали такие литейные мастера, как некто Яков и его ученики Ваня-да-Васюк, Федька-пушечник, Павлин Фрязин Деббосис и другие.
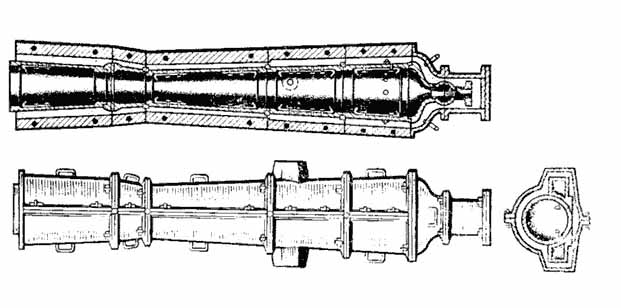
Для того чтобы пушка была безопасной и в тоже время более легкой, казенную часть делали более толстой, а ствол снаружи — сужающимся к жерлу. Восемь дюймов сплошного металла в казенной части противостояли давлению газов сгорающего заряда, в то время как ближе к концу ствола, где давление уменьшалось, достаточно было и двух-трех дюймов. Отношение длины ствола к калибру устанавливалось таким образом, чтобы порох успевал полностью выгореть, пока ядро двигалось в стволе. В результате получилась классическая, сужающаяся к дулу пушка, которая таковой явно и останется до тех пор, пока в качестве метательного вещества используется порох.